

Our R&D TESTING CENTER








Science-Driven Nutraceutical Innovation
Integrated R&D, Analytical Testing, and CDMO Manufacturing You Can Rely On
From ingredient discovery to finished product commercialization, KS NUTRIPHARMA provides a fully integrated nutraceutical development system designed to help brands launch faster, reduce risk, and build long-term product competitiveness.
Our capabilities combine:
- Scientific research
- Ingredient standardization
- Analytical testing
- Formula development
- Stability validation
- Scalable manufacturing
This integrated approach ensures that every product is not only effective in theory, but also stable, compliant, manufacturable, and commercially viable.
Why Brands Trust KS NUTRIPHARMA
At KS NUTRIPHARMA, we do more than manufacture supplements. We help brands transform concepts into market-ready products supported by science, verified through analytical testing, and proven in production.
Whether you are launching a new product line or improving an existing formula, our team provides the technical expertise, manufacturing resources, and regulatory support needed to move efficiently from idea to market.
Scientific Research & Ingredient Innovation
We specialize in converting botanical raw materials into standardized, high-value functional ingredients with clear quality specifications and measurable active content.
Core Capabilities
- High-purity botanical extraction and purification
- Active compound isolation and standardization
- Bioactive compound research
- Functional ingredient development
- Ratio extracts, standardized extracts, and active-content extracts
- Powder, granule, and water-soluble ingredient development
Research Strength
- 20% of our workforce consists of technical and R&D specialists
- More than 50 patented extraction and purification technologies
- Dedicated research and testing teams for ingredient optimization
- Continuous development of new functional ingredient applications
You are not simply purchasing raw materials—you are sourcing scientifically engineered ingredients designed for consistency, efficacy, and market value.
Analytical Testing & Quality Assurance System
Our in-house analytical laboratory verifies the quality, safety, and consistency of every batch through precise testing and documented validation procedures.
Testing Scope
- Purity and potency verification
- Active marker compound validation
- Heavy metals, pesticide residues, and solvent analysis
- Microbiological testing for pathogens, yeast, and mold
- Moisture, ash, bulk density, and mesh size analysis
- Solubility, flowability, and physical property testing
- Shelf-life and stability evaluation
Laboratory Equipment
- HPLC
- GC
- UV Spectrophotometry
- AAS
- Moisture analysis systems
- Stability chambers for accelerated and real-time testing
This testing framework helps ensure that your product claims are accurate, compliant, and audit-ready for global markets.
Custom Formulation & Product Development
We help brands turn product ideas into differentiated nutraceutical solutions designed for specific consumer needs, delivery formats, and target markets.
What We Deliver
- Custom formulation design
- Ingredient synergy optimization
- Dosage form development
- Flavor and sensory optimization
- Functional positioning based on market trends
- Label claim and ingredient compliance support
Supported Dosage Forms
- Capsules
- Tablets
- Softgels
- Gummies
- Powders
- Granules
- Liquid supplements
- Sachets and stick packs
Formulation Advantages
- More than 500 validated formulations
- Faster development cycles
- Reduced formulation risk
- Improved ingredient compatibility and stability
- Better alignment with consumer demand and pricing strategy
Lower development costs, faster time-to-market, and stronger product competitiveness.
Stability & Delivery Technologies
An effective formula is only valuable if it remains stable, bioavailable, and consistent throughout its shelf life.
Key Technologies
- Microencapsulation for sensitive actives
- Liposomal delivery systems for enhanced absorption
- Controlled-release technologies
- Taste-masking solutions
- Moisture and oxidation protection systems
- Heat-sensitive ingredient stabilization
Stability Validation
- Real-time and accelerated stability testing under ICH conditions
- Shelf-life verification
- Active ingredient retention analysis
- Packaging compatibility testing
- Transportation and storage simulation testing
This ensures your product maintains performance, appearance, and efficacy from the first production batch to the expiration date.
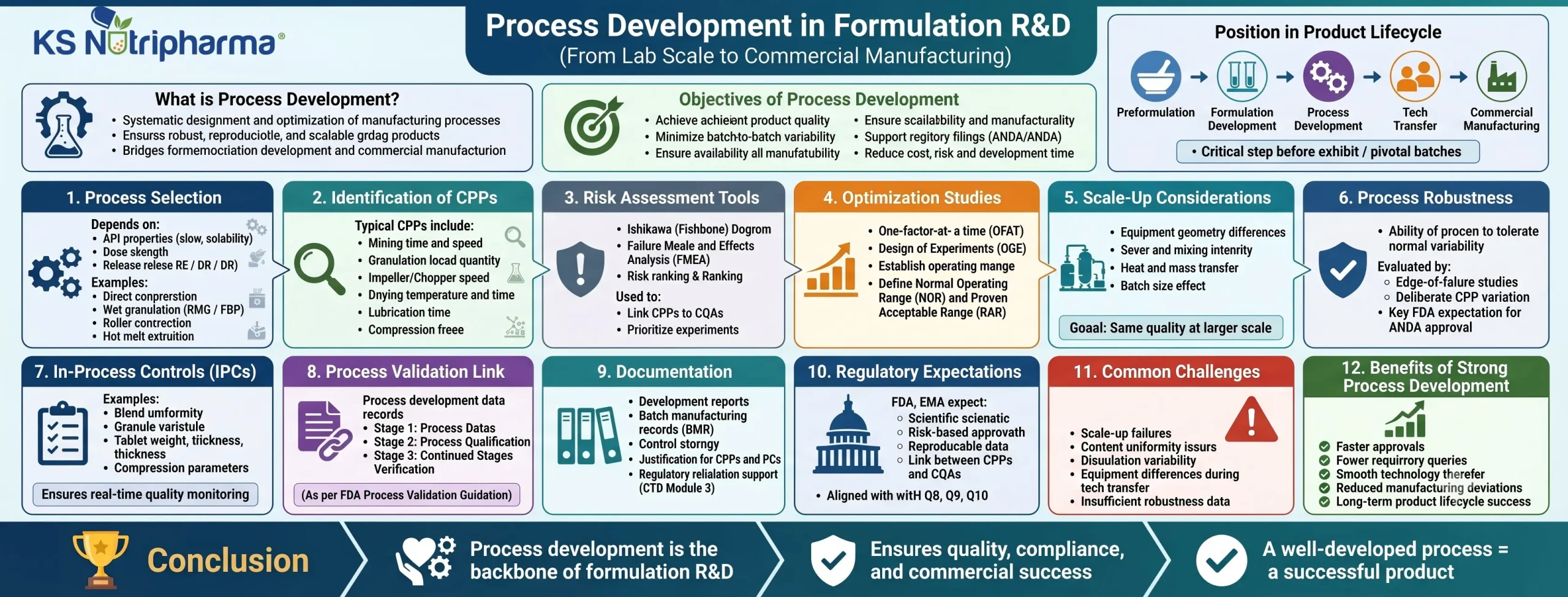
From Lab to Mass Production
Successful formulation is only the first step. We ensure that products developed in the laboratory can be reliably scaled into commercial manufacturing without compromising quality or consistency.
Scale-Up Process
- Pilot batch validation
- Process optimization
- Manufacturing feasibility assessment
- Production parameter verification
- Packaging compatibility testing
- Commercial batch scale-up support
Manufacturing Outcomes
- Consistent batch-to-batch quality
- Stable production processes
- Reduced scale-up risk
- Improved production efficiency
- Reliable commercial supply capacity
There is no gap between laboratory success and large-scale production reality.
IP Protection & Technical Support
We understand that proprietary formulations and unique product concepts are core business assets.
Our Commitment
- Strict confidentiality agreements
- Controlled access to formulation data
- No unauthorized formula replication
- Dedicated project management and documentation control
- Long-term protection of customer intellectual property
Technical Support
- Data-driven formulation consultation
- Regulatory and labeling support
- Stability and reformulation assistance
- Lifecycle product optimization
- Market-driven product upgrade recommendations
Your formulations remain secure, exclusive, and protected throughout the development and manufacturing process.
Key Advantages at a Glance
- 20% R&D and technical personnel
- More than 50 patented technologies
- More than 500 validated formulations
- Full in-house analytical laboratory
- End-to-end CDMO capability from ingredient to finished product
- Strong extraction, formulation, and scale-up expertise
- Proven manufacturing integration and commercial production support
- Support for capsules, tablets, softgels, gummies, powders, granules, and liquid supplements
- Stability testing, compliance support, and documentation assistance
- Faster product development with lower technical risk

