






Supplement Development Resource Center for Global Brands
Developing a successful supplement requires more than a good idea. It demands technical validation, stable formulations, compliant processes, and scalable production.
At KS NutriPharm, we support brands, formulators, and procurement teams with end-to-end solutions—from early-stage R&D to full-scale GMP manufacturing and global supply.
- Contract manufacturing across multiple dosage forms
- Ingredient sourcing and standardized extracts
- Formulation design and stability optimization
- Regulatory and documentation support for global markets
Why This Resource Center Matters
Make Better Decisions, Reduce Risk, and Accelerate Time-to-Market
This Resource Center is built to help you navigate the real challenges of supplement development:
- Translating concepts into manufacturable formulations
- Understanding extraction technologies and ingredient variability
- Managing compliance across FDA, EU, and international frameworks
- Avoiding common risks in stability, contamination, and labeling
All content is based on practical manufacturing experience, not theory.

Extraction Quality Starts With Raw Material Quality
The performance of a botanical extract is influenced not only by extraction technology, but also by the quality and consistency of the raw materials entering the process.
Even highly optimized extraction systems cannot fully compensate for poor-quality, inconsistent, or improperly handled botanical materials.
For this reason, raw material evaluation is often considered one of the most important stages in extract development and production.
Why Similar Extracts May Perform Differently
Two extracts carrying the same specification may originate from raw materials with significantly different characteristics.
Factors that may influence extract outcomes include:
- Botanical species and varietal differences
- Geographic growing region
- Soil and climate conditions
- Harvest timing
- Plant maturity
- Post-harvest processing methods
- Storage and transportation conditions
These variables can influence the natural distribution of bioactive constituents before extraction even begins.
As a result, extracts with identical specification claims may differ substantially in production efficiency, consistency, and overall quality profile.
Common Procurement Risks Associated With Raw Material Variability
For supplement brands and procurement teams, raw material inconsistency can create challenges throughout the supply chain.
Potential risks may include:
Inconsistent Active-Marker Levels
Natural fluctuations in raw materials may lead to variations in extraction yield and marker-compound concentration.
This may increase the difficulty of achieving consistent extract specifications across multiple production batches.
Batch-to-Batch Variability
Differences between harvests or suppliers may result in measurable changes in extract composition, appearance, aroma, particle characteristics, or processing performance.
Increased Manufacturing Costs
Lower-quality raw materials may require additional processing, concentration, purification, or standardization steps to meet target specifications.
Supply Continuity Challenges
Seasonal availability, agricultural conditions, and regional supply disruptions may affect long-term sourcing stability.
For growing brands, supply continuity can be as important as ingredient quality.
Key Factors Evaluated During Raw Material Selection
A structured sourcing and evaluation process may consider multiple parameters beyond basic pricing.
Assessment areas may include:
- Botanical identity verification
- Origin traceability
- Harvest consistency
- Active-marker screening
- Moisture content evaluation
- Contaminant risk assessment
- Supplier qualification status
- Historical supply reliability
These factors can provide a more complete understanding of potential raw material performance before extraction begins.
Understanding Natural Variability in Botanical Ingredients
Unlike synthetic ingredients, botanical materials are biological systems influenced by environmental and agricultural conditions.
Natural variation is expected and cannot be completely eliminated.
The objective of raw-material management is therefore not to eliminate variability, but to control and manage it within acceptable ranges.
How Variability Impacts Extraction Performance
Changes in raw material composition may influence multiple stages of the extraction process.
Potential impacts include:
Extraction Yield
Differences in constituent distribution may affect the quantity of extract obtained from the same amount of raw material.
Standardization Efficiency
Variations in active-marker content may require additional processing adjustments to achieve specification targets.
Process Consistency
Changes in raw material characteristics may influence extraction parameters, concentration efficiency, and downstream processing requirements.
Production Economics
Lower extraction efficiency can increase raw material consumption, processing time, and manufacturing costs.
Managing Variability Through Upstream Control
Many extract-quality issues originate before extraction rather than during extraction.
As a result, effective variability management often begins with upstream controls such as:
- Defined raw-material specifications
- Supplier qualification systems
- Incoming-material verification
- Active-marker screening
- Harvest and sourcing assessments
- Traceability documentation
These measures help establish a more stable foundation for downstream extraction and standardization processes.
Why Procurement Teams Should Look Beyond Price
When evaluating botanical extract suppliers, the lowest raw-material cost does not always translate into the lowest long-term manufacturing cost.
A reliable sourcing strategy may contribute to:
✔ More consistent extract specifications
✔ Reduced batch-to-batch variability
✔ Improved supply continuity
✔ Better manufacturing predictability
✔ Greater confidence in long-term product quality
For many supplement brands, sustainable sourcing consistency often becomes a more important competitive advantage than short-term purchasing savings.
Understanding Extract Specifications
Plant extracts may be described using different specification systems, but not all specifications provide the same level of information regarding composition, consistency, or quality control.
Two of the most common approaches used throughout the nutraceutical and botanical ingredient industry are ratio extracts and standardized extracts.
Understanding the differences between these specification methods can help formulators, purchasing teams, and brand owners make more informed ingredient-selection decisions.
What Are Ratio Extracts?
Ratio extracts express the relationship between the quantity of raw botanical material used and the amount of finished extract produced.
Examples include:
- 10:1 Extract
- 20:1 Extract
- 50:1 Extract
A 10:1 extract generally indicates that approximately 10 kilograms of raw botanical material were used to produce 1 kilogram of finished extract.
The ratio itself reflects concentration during processing, but it does not necessarily indicate the concentration of specific bioactive compounds.
As a result, two extracts carrying the same ratio specification may exhibit significant differences in chemical composition depending on factors such as:
- Botanical species
- Growing conditions
- Harvest timing
- Raw material quality
- Extraction parameters
- Purification processes
For this reason, ratio specifications are often considered process-oriented descriptions rather than direct measurements of active constituent levels.
What Are Standardized Extracts?
Standardized extracts are manufactured to achieve a defined concentration of one or more identified marker compounds.
Examples include:
- Curcuminoids 95%
- Ginsenosides 80%
- EGCG 50%
- Polysaccharides 30%
- Saponins 20%
Rather than focusing primarily on extraction yield, standardization focuses on controlling the concentration of targeted constituents through extraction, purification, blending, and analytical verification.
Each production batch is typically tested against established specification limits using validated analytical methods.
This approach provides a more measurable and reproducible indication of ingredient composition.
Why Standardization Matters
Natural botanical materials are inherently variable.
Factors such as climate, soil conditions, genetics, harvest season, and post-harvest handling can significantly influence the concentration of naturally occurring compounds.
Standardization helps reduce this variability by establishing target concentration ranges for selected marker compounds.
Potential advantages may include:
✔ Improved batch-to-batch consistency
✔ Greater specification reproducibility
✔ More predictable formulation performance
✔ Simplified quality-control verification
✔ Enhanced support for long-term product consistency
For brands operating across multiple production cycles or international markets, consistency is often a critical consideration.
Standardized Extracts and Active Markers
It is important to recognize that standardization does not necessarily measure the entire biological complexity of a botanical ingredient.
Instead, standardization typically focuses on one or more marker compounds selected for quality-control purposes.
Examples include:
| Botanical Ingredient | Common Marker Compound |
|---|---|
| Turmeric | Curcuminoids |
| Ginseng | Ginsenosides |
| Green Tea | EGCG |
| Milk Thistle | Silymarin |
| Ginkgo Biloba | Flavone Glycosides & Terpene Lactones |
| Mushroom Extracts | Polysaccharides or Beta-Glucans |
Marker compounds provide measurable reference points that can be monitored throughout production and quality-control processes.
Choosing Between Ratio and Standardized Extracts
The most appropriate specification depends on the intended application, regulatory requirements, formulation objectives, and quality expectations.
Ratio extracts may be suitable when:
- Traditional botanical profiles are desired
- Specific active-marker targets are not required
- Broad-spectrum phytochemical preservation is prioritized
- Cost-efficiency is a primary consideration
Standardized extracts may be preferred when:
- Defined active content is required
- Batch consistency is a critical requirement
- Product specifications must remain highly reproducible
- Ingredient verification and analytical control are priorities
Neither specification approach is inherently superior in all situations. Selection should be based on the intended product design and technical objectives.
Looking Beyond the Specification Number
Whether evaluating a ratio extract or a standardized extract, specification values alone rarely provide a complete picture of ingredient quality.
Additional factors that may influence extract performance include:
- Raw material sourcing practices
- Botanical identity verification
- Extraction technology selection
- Purification procedures
- Analytical testing protocols
- Contaminant-control systems
- Stability characteristics
A comprehensive evaluation of these factors often provides a more accurate assessment of ingredient quality than extraction ratios or active-marker percentages alone.
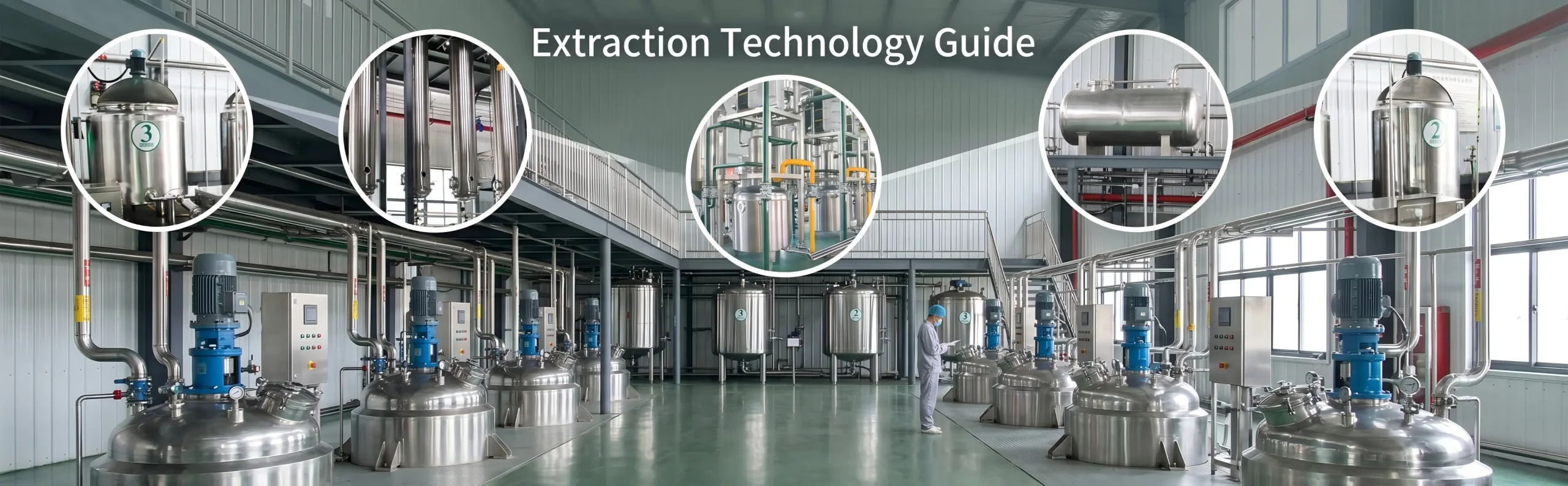
Choosing the Appropriate Extraction Method
Extraction is not a one-size-fits-all process.
Different plant materials contain different classes of compounds with unique chemical properties, solubility characteristics, and stability requirements. As a result, extraction technologies are typically selected based on the target constituents, desired product specifications, processing efficiency, and commercial objectives.
The extraction method used can influence:
- Active-compound recovery
- Extract purity
- Batch consistency
- Solvent residue profile
- Production efficiency
- Cost structure
- Downstream processing requirements
Selecting an appropriate extraction strategy is often one of the most important decisions during ingredient development.
Water Extraction
Water extraction is one of the most widely used methods for botanical and mushroom ingredients.
The process utilizes purified water as the extraction medium and is particularly suitable for water-soluble constituents.
Commonly targeted compounds may include:
- Polysaccharides
- Beta-glucans
- Certain proteins and peptides
- Water-soluble polyphenols
- Traditional herbal constituents
Potential advantages:
✔ Solvent-free processing
✔ Broad regulatory acceptance
✔ Suitable for clean-label positioning
✔ Cost-effective large-scale production
Common applications:
- Mushroom extracts
- Astragalus extracts
- Traditional herbal preparations
- Functional botanical ingredients
Ethanol Extraction
Ethanol is frequently used to recover compounds with lower water solubility.
By adjusting ethanol concentration, manufacturers can selectively extract different classes of phytochemicals.
Common target compounds include:
- Flavonoids
- Polyphenols
- Curcuminoids
- Saponins
- Certain alkaloids
Potential advantages:
✔ Improved extraction selectivity
✔ Higher active-compound concentration
✔ Enhanced purification potential
✔ Suitable for standardized extracts
Common applications:
- Turmeric extracts
- Green tea extracts
- Milk thistle extracts
- Ginseng extracts
Supercritical CO₂ Extraction
Supercritical carbon dioxide extraction utilizes carbon dioxide under controlled pressure and temperature conditions to selectively recover lipophilic compounds.
The technology is often used when minimizing solvent exposure and preserving sensitive constituents are priorities.
Common target compounds include:
- Essential oils
- Oleoresins
- Carotenoids
- Lipophilic antioxidants
- Volatile compounds
Potential advantages:
✔ Solvent-free final extract
✔ Minimal thermal stress
✔ Excellent flavor and aroma preservation
✔ Highly selective extraction
Common applications:
- Astaxanthin
- Essential oils
- Rosemary extracts
- Spice oleoresins
Dual Extraction
Some botanical and mushroom ingredients contain both water-soluble and fat-soluble constituents.
Dual extraction combines multiple extraction techniques to recover a broader range of naturally occurring compounds.
A typical process may involve:
- Water extraction
- Alcohol extraction
- Controlled blending and standardization
Potential advantages:
✔ Broader constituent recovery
✔ Enhanced extract complexity
✔ Improved utilization of raw materials
Common applications:
- Mushroom extracts
- Adaptogenic botanicals
- Complex herbal ingredients
Enzymatic Extraction
Enzymatic extraction utilizes specific enzymes to break down plant cell walls and improve compound release.
The technology may be applied as a standalone process or integrated into conventional extraction systems.
Potential objectives include:
- Increased extraction yield
- Improved active release
- Reduced processing intensity
- Enhanced utilization of botanical materials
Applications may include:
- Polysaccharide-rich materials
- Fruit-derived ingredients
- Plant protein systems
- Specialty botanical extracts
Selecting the Right Technology
No extraction method is universally superior.
The optimal approach depends on multiple factors, including:
- Target compound chemistry
- Desired specification level
- Regulatory requirements
- Cost considerations
- Scalability requirements
- Downstream processing needs
For this reason, extraction technology selection is typically determined by ingredient objectives rather than by processing preference alone.
Active Marker Preservation
Protecting Bioactive Compounds Throughout Processing
Extraction yield alone does not determine ingredient quality.
An extract may achieve a high recovery rate while simultaneously losing sensitive marker compounds during processing. Maintaining the integrity of targeted constituents often requires careful control of extraction, concentration, purification, and drying conditions.
For many botanical ingredients, preserving active markers is as important as extracting them.
Factors That May Affect Marker Stability
Bioactive compounds can be sensitive to environmental and processing conditions.
Potential degradation factors include:
Temperature Exposure
Excessive heat may accelerate degradation of heat-sensitive compounds, particularly certain polyphenols, carotenoids, flavonoids, and volatile constituents.
Oxidation
Exposure to oxygen may reduce the stability of oxidation-sensitive compounds during extraction, concentration, storage, or transportation.
Light Exposure
Certain naturally occurring pigments and antioxidants may undergo degradation when exposed to prolonged light.
Moisture
Elevated moisture levels may accelerate chemical changes and reduce long-term ingredient stability.
Processing Time
Extended processing cycles may increase the likelihood of active-marker degradation.
Preservation Strategies
To support active-marker retention, manufacturers may implement various process-control strategies.
These may include:
- Controlled-temperature extraction
- Closed-system processing
- Oxygen-reduction measures
- Rapid concentration technologies
- Optimized purification conditions
- Protective drying systems
- Controlled storage environments
The objective is to minimize unnecessary exposure to conditions that may compromise ingredient integrity.
Why Preservation Matters
Maintaining active-marker stability may contribute to:
✔ More consistent specifications
✔ Improved batch reproducibility
✔ Better shelf-life performance
✔ Greater formulation predictability
✔ Enhanced quality-control reliability
For standardized extracts in particular, active-marker preservation often plays a critical role in maintaining specification compliance throughout production and storage.
Improving Purity and Specification Levels
Extraction is often only the first step in producing a high-quality botanical ingredient.
Following extraction, additional purification and concentration processes may be used to remove unwanted components, enrich target compounds, and improve specification consistency.
The extent of purification required typically depends on the desired ingredient profile and commercial objectives.
Membrane Filtration
Membrane systems separate compounds according to molecular size and physical characteristics.
Potential applications include:
- Removal of insoluble materials
- Reduction of impurities
- Concentration of target fractions
- Process stream clarification
Benefits may include:
✔ Lower thermal exposure
✔ Continuous processing capability
✔ Improved process efficiency
Resin Purification
Adsorption resins are commonly used to selectively concentrate target compounds while reducing unwanted constituents.
Applications may include:
- Polyphenol enrichment
- Flavonoid concentration
- Saponin purification
- Bitterness reduction
Chromatographic Separation
Chromatographic systems may be employed when high-purity fractions are required.
Potential objectives include:
- Isolation of specific constituents
- Enhanced specification control
- Production of premium-grade extracts
Solvent Recovery Systems
Modern extraction facilities often integrate solvent-recovery technologies to improve efficiency and reduce environmental impact.
Benefits may include:
✔ Reduced solvent consumption
✔ Improved process sustainability
✔ Enhanced production economics
Concentration Technologies
Prior to drying, liquid extracts are frequently concentrated to reduce water content and improve processing efficiency.
Potential objectives include:
- Increased solids content
- Reduced drying load
- Improved process consistency
- Enhanced manufacturing efficiency
Why Purification Matters
Purification and concentration technologies may support:
✔ Higher active-compound concentrations
✔ Reduced impurity levels
✔ Improved specification consistency
✔ Better downstream processing performance
✔ Greater batch-to-batch reproducibility
Converting Liquid Extracts into Stable Ingredient Powders
Most botanical extracts are initially produced as liquid concentrates.
Before incorporation into finished products, these concentrates often undergo drying processes to improve handling, storage stability, transportation efficiency, and manufacturing compatibility.
Drying technology can significantly influence the final characteristics of an extract.
Key Properties Influenced by Drying
The drying process may affect:
- Active-compound retention
- Moisture content
- Solubility
- Particle size distribution
- Flowability
- Bulk density
- Shelf-life stability
For this reason, drying should be viewed as a critical quality-control stage rather than simply a moisture-removal step.
Spray Drying
Spray drying is one of the most widely used technologies in botanical extract manufacturing.
Advantages may include:
✔ High production efficiency
✔ Consistent particle characteristics
✔ Scalable industrial production
✔ Cost-effective processing
Common applications:
- Herbal extracts
- Fruit powders
- Functional ingredients
- Beverage applications
Vacuum Drying
Vacuum drying reduces drying temperatures by operating under reduced pressure.
Potential advantages include:
✔ Lower thermal stress
✔ Improved retention of sensitive compounds
✔ Reduced oxidation exposure
Freeze Drying
Freeze drying removes water through sublimation under low-temperature conditions.
Potential advantages include:
✔ Maximum structural preservation
✔ Excellent active retention
✔ Low thermal degradation risk
Limitations may include:
- Higher processing costs
- Longer production cycles
Selecting the Appropriate Drying Method
The optimal drying strategy depends on:
- Ingredient sensitivity
- Desired specification
- Cost targets
- Particle requirements
- Intended applications
Drying technology selection can have a direct impact on both ingredient quality and manufacturing performance.
Preparing Extracts for Commercial Applications
Producing an extract is only one stage in the development of a market-ready ingredient.
Before commercial use, extracts often undergo multiple technical evaluations and optimization procedures to ensure consistency, stability, and manufacturing suitability.
The objective is to transform a processed extract into a reliable ingredient that can be incorporated into a wide range of supplement formulations.
Typical Development Steps May Include
Standardization
Adjustment of extract composition to achieve defined specification targets.
Quality Verification
Analytical confirmation of identity, marker compounds, purity, and specification compliance.
Stability Assessment
Evaluation of ingredient behavior under storage and handling conditions.
Particle Engineering
Optimization of particle size, density, and flow characteristics.
Formulation Compatibility Review
Assessment of how the ingredient performs within finished-product systems.
Manufacturing Considerations
Ingredient characteristics may influence performance in:
- Capsules
- Tablets
- Powders
- Stick packs
- Gummies
- Functional beverage systems
Properties such as flowability, compressibility, dispersibility, and moisture sensitivity often require evaluation prior to large-scale application.
Beyond Extraction
High-quality botanical ingredients are the result of multiple interconnected stages, including:
Raw Material Selection → Extraction → Marker Preservation → Purification → Drying → Standardization → Quality Verification
Each stage contributes to the consistency, reliability, and commercial suitability of the final ingredient.
Ensuring Ingredient Identity, Consistency, and Traceability
Quality verification in botanical extraction is not limited to a single test report.
It is a structured analytical system designed to ensure that every batch of extract meets defined identity, purity, and specification requirements before it is released for commercial use.
For B2B buyers, this system is critical in reducing uncertainty across global supply chains.
Multi-Layer Analytical Control System
Rather than relying on a single measurement, ingredient quality is typically verified through multiple analytical layers.
1. Raw Material Incoming Inspection
Before extraction begins, raw botanical materials may undergo screening for:
- Botanical identity confirmation
- Moisture content evaluation
- Visible impurity assessment
- Contaminant risk pre-screening
- Active-marker baseline testing (where applicable)
This stage helps prevent variability from entering the production process.
2. In-Process Monitoring
During extraction and processing, key parameters may be monitored to ensure process stability.
These may include:
- Extraction temperature control
- Solvent concentration levels
- pH stability
- Concentration ratio monitoring
- Intermediate extract profiling
This helps maintain consistency between batches during production.
3. Finished Product Testing
Final extracts are typically evaluated against defined specifications using validated analytical methods.
Common test items may include:
- Active-marker quantification (HPLC / UV / GC)
- Heavy metals screening (Pb, As, Cd, Hg)
- Microbiological limits (TAMC, TYMC, pathogens)
- Residual solvent analysis (ICH Q3C alignment)
- Pesticide residue screening (where applicable)
- Loss on drying / moisture content
- Ash value and physical parameters
Analytical Methods & Validation
Test reliability depends not only on what is tested, but how it is tested.
Analytical systems may include:
- HPLC (High Performance Liquid Chromatography)
- UV-Vis Spectrophotometry
- GC-MS (Gas Chromatography–Mass Spectrometry)
- ICP-MS (Inductively Coupled Plasma Mass Spectrometry)
- TLC identity verification (for botanical fingerprinting)
Where applicable, methods are validated to ensure:
✔ Accuracy
✔ Repeatability
✔ Reproducibility
✔ Detection limit suitability
Batch Traceability System
Each production batch is linked to a complete traceability record, which may include:
- Raw material source documentation
- Processing parameters
- In-process control records
- Final test results
- Retention sample reference
This system allows full lifecycle tracking from raw material to finished extract batch.
Why This Matters for Buyers
A structured analytical verification system reduces key procurement risks such as:
✔ Undisclosed ingredient variability
✔ Inconsistent active content
✔ Contamination risk exposure
✔ Regulatory compliance uncertainty
✔ Batch-to-batch instability
For global brands, analytical transparency is a key factor in supplier qualification and long-term cooperation decisions.
From Botanical Extracts to Commercially Viable Ingredients
The value of a botanical extract is ultimately determined by how reliably it can be integrated into finished supplement products.
Beyond chemical composition, factors such as stability, solubility, flowability, and formulation compatibility directly influence its commercial usability.
Functional Behavior in Formulation Systems
Different supplement formats place different demands on botanical extracts.
Capsule Applications
For encapsulated products, key considerations may include:
- Powder flowability for encapsulation efficiency
- Particle size uniformity
- Moisture sensitivity control
- Content uniformity during filling
Consistent physical properties help ensure stable production performance at scale.
Tablet Applications
In tablet systems, extract performance may be influenced by:
- Compressibility characteristics
- Binding compatibility with excipients
- Disintegration behavior
- Stability under compression pressure
Poorly optimized extracts may lead to variability in hardness, friability, or dissolution performance.
Powder & Stick Pack Applications
For powder-based applications, critical factors may include:
- Dispersion behavior in liquids
- Solubility or suspension stability
- Hygroscopicity control
- Taste and color consistency
These properties directly affect end-user experience and product acceptance.
Liquid and Beverage Applications
In liquid systems, extract compatibility may depend on:
- pH stability range
- Solubility under aqueous conditions
- Precipitation resistance
- Flavor interaction behavior
Improperly matched extracts may lead to phase separation or instability over shelf life.
Extract Behavior Is a Formulation Variable
Unlike isolated chemical compounds, botanical extracts are complex matrices.
Their performance in finished products is influenced not only by composition, but also by:
- Extraction method selection
- Purification level
- Drying technology
- Particle engineering
- Residual solvent profile
These factors collectively determine whether an extract can be used directly, or requires further modification before formulation.
Commercialization Considerations
For supplement brands, successful product development depends on more than ingredient selection.
A commercially viable extract should support:
✔ Stable manufacturing at scale
✔ Predictable formulation performance
✔ Consistent sensory characteristics
✔ Reliable shelf-life behavior
✔ Cross-batch reproducibility
These attributes reduce formulation risk and improve time-to-market efficiency.
From Ingredient to Product Stability
The final performance of a supplement is not determined at the formulation stage alone.
It is the result of a continuous chain:
Raw Material → Extraction → Standardization → Purification → Drying → Formulation Compatibility
Breaks in any stage may impact downstream product performance.
For this reason, extract selection is both a chemical and a formulation decision.
Practical Guidance for Buyers
Before selecting a supplier, ask:
- Is the active content clearly defined and testable?
- Are analytical methods validated and reproducible?
- Is stability data available under real conditions?
- Are compliance documents aligned with your market?
Choosing the right partner reduces long-term risk.
Working With KS Nutripharm
Technical Support That Moves Your Project Forward
We will work with you to:
- Evaluate formulation feasibility
- Select the right ingredients and technologies
- Review samples and specifications
- Prepare documentation for regulatory submission
→ Contact us to discuss your project
Disclaimer
This content is intended for industry professionals and provides general technical information. It does not constitute medical advice or regulatory approval.

