






Partner With KS Nutripharma for Capsule Contract Manufacturing
- Expert formulation guidance
- Raw material evaluation and optimization
- Precision filling and density control
- Scalable production with predictable lead times
- Documentation support for global regulatory submissions
Our Moisture Sensitivity Solutions for Hard Capsules
Moisture can plasticize gelatin or HPMC shells, affecting disintegration.
Our Solutions:
- Controlled drying environments
- Desiccant packaging options
- Moisture-retaining excipients


Our Poor Flow / High Cohesivity Solutions for Hard Capsules
Fine, cohesive powders can bridge or clog feeders.
Our Solutions:
- Granulation (wet or dry)
- Flow-aids (glidants)
- Particle engineering
Density Match in Blends
When ingredients have widely different densities, segregation occurs. Our Solutions:
- Blending protocols
- Pre-granulation
- Mass-uniformity testing


Reliable Supply Chain & Certified Manufacturing
- 81,000㎡ integrated manufacturing facility with end-to-end production control
- 12 advanced production lines covering capsules, softgels, tablets, and gummies
- Annual production capacity: 5,000+ tons of powder ingredients
- 260+ experienced production, QA, QC, and R&D professionals
- 2 independent R&D and quality control centers for formulation development and testing
- 4 GAP-certified planting bases ensuring a stable and traceable raw material supply
- Strict raw material sourcing and supplier qualification system with full audit control
- Certified under cGMP, ISO, HACCP, FSSC22000, HALAL, and KOSHER standards
- Full COA documentation support with a complete batch traceability system
- Third-party laboratory testing available upon the client’s requirement
- Daily production capacity: Capsules: 5,000,000+ pcs/day; Softgels: 2,000,000+ pcs/day; Tablets: 12,000,000+ pcs/day; Gummies: 2,500,000+ pcs/day
Why Hard Capsules Matter in Nutraceuticals
Hard Capsules are one of the most versatile and widely accepted dosage forms in the nutraceutical and dietary supplement industry. They offer:
- High consumer acceptance due to ease of swallowing
- Minimal taste and odor interference
- Precise dosage delivery
- Compatibility with diverse active ingredients
At KS NUTRIPHARMA, our capsule manufacturing capabilities combine advanced process control, raw material expertise, and formulation precision to deliver capsules that meet global quality, stability, and regulatory expectations.
Hard Capsule Types We Manufacture
We provide a broad range of capsule formats, enabling brand differentiation and functional performance. Each capsule format is selected and optimized based on the ingredient profile, intended functionality, and target market claims.

- Traditional and cost-effective
- Suitable for dry powdered or granulated ingredients
- Well-established regulatory history

- Vegetarian/vegan-friendly
- Free of animal-derived gelatin
- Compatible with stringent dietary preferences

- Designed to bypass the stomach environment
- Useful for acid-sensitive actives and targeted intestinal release
- Sustained or delayed release profiles
- Ideal for specific nutritional or therapeutic objectives
- Designed based on dissolution modeling
Capsule Shell Options — Color & Source
Capsule shells are not just containers — their composition and appearance affect consumer perception, regulatory compliance, and ingredient compatibility. We provide a range of options tailored for functional performance and brand aesthetics:

- Derived from plant-based pigments such as turmeric, beetroot, spinach, and anthocyanins
- Ideal for clean-label and vegetarian/vegan claims
- Supports transparent marketing: “naturally colored capsules.”
- Fully compatible with standard dry powders and granulates

- Formulated with certified food-grade colorants
- Broad palette of colors for brand differentiation
- Stable under high humidity and heat conditions
- Suitable when a consistent visual appearance is prioritized over natural labeling

- Neutral appearance, showcasing the powder or granulate inside
- Preferred for premium or functional blendswhere ingredient visibility is a marketing point
- Compatible with most fill powders, but sensitive to moisture and light; recommended protective packaging

- Tailored blends possible for brand-specific color schemes
- We support technical assessment to ensure colorant stability and ingredient compatibility
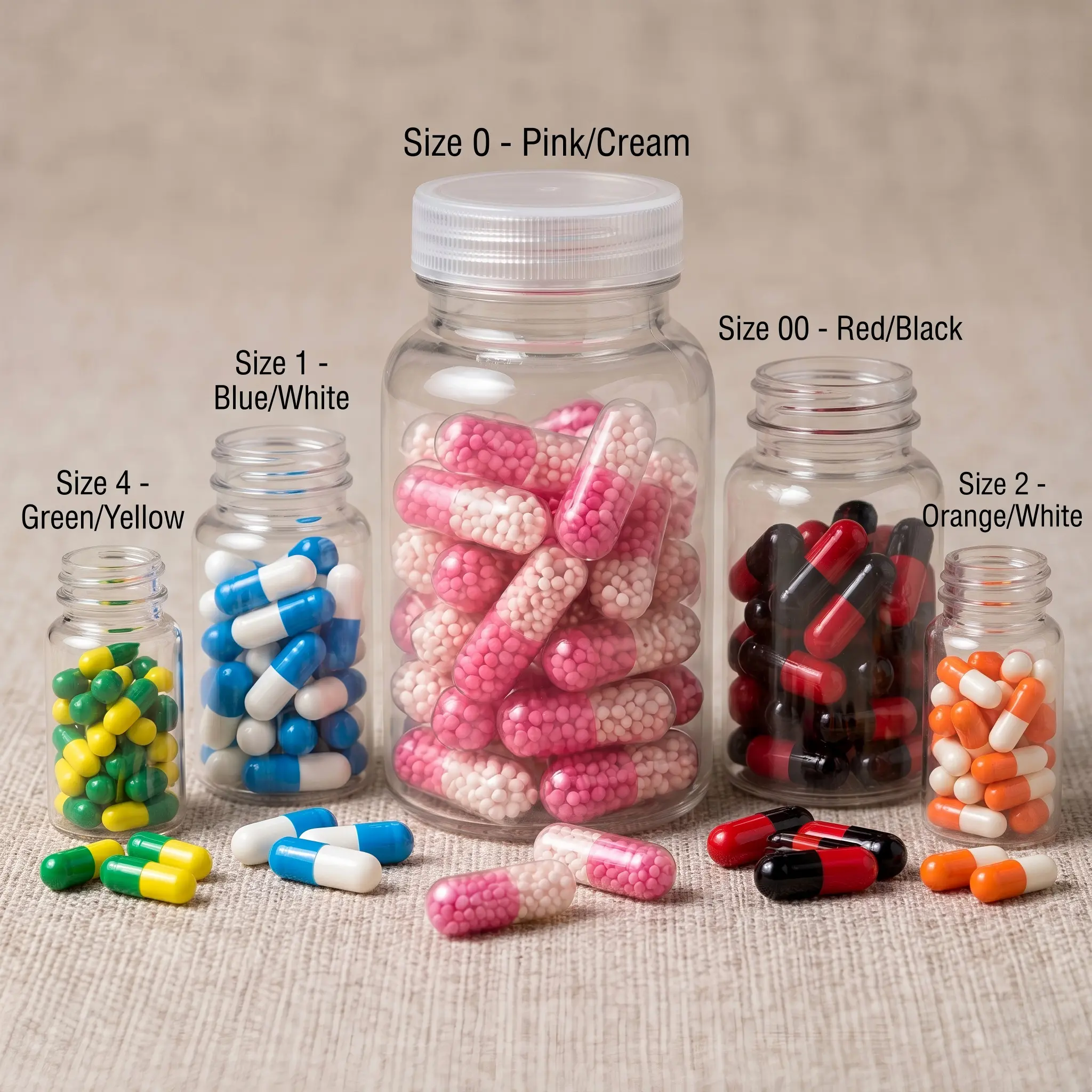
Capsule Size Selection & Fill Weight Precision
Capsule size selection is a critical part of formulation design. We optimize fill weights based on density, bulk behavior, and active potency to achieve precise dosages with minimal variability.
How to Choose the Right Capsule Size
Capsule size selection directly impacts formulation feasibility, consumer experience, and cost structure. At KS Nutripharma, we support precise capsule size matching based on:
- Bulk density of your powder or granules
- Target dosage per serving
- Number of capsules per daily intake
- Consumer positioning (mass market vs premium/high-potency)
We help optimize your formulation to achieve the ideal balance between dosage accuracy, capsule count, and user compliance. We work with a range of standard capsule sizes as follows:

High-Dose Solution
Fill Volume: ~1.37 mL
Use: High-dose powders
Best For: Protein, fiber, bulk botanicals
Most Popular Choice
Fill Volume: ~1.10 mL
Use: Multi-ingredient blends
Best For: Multivitamins, complex formulas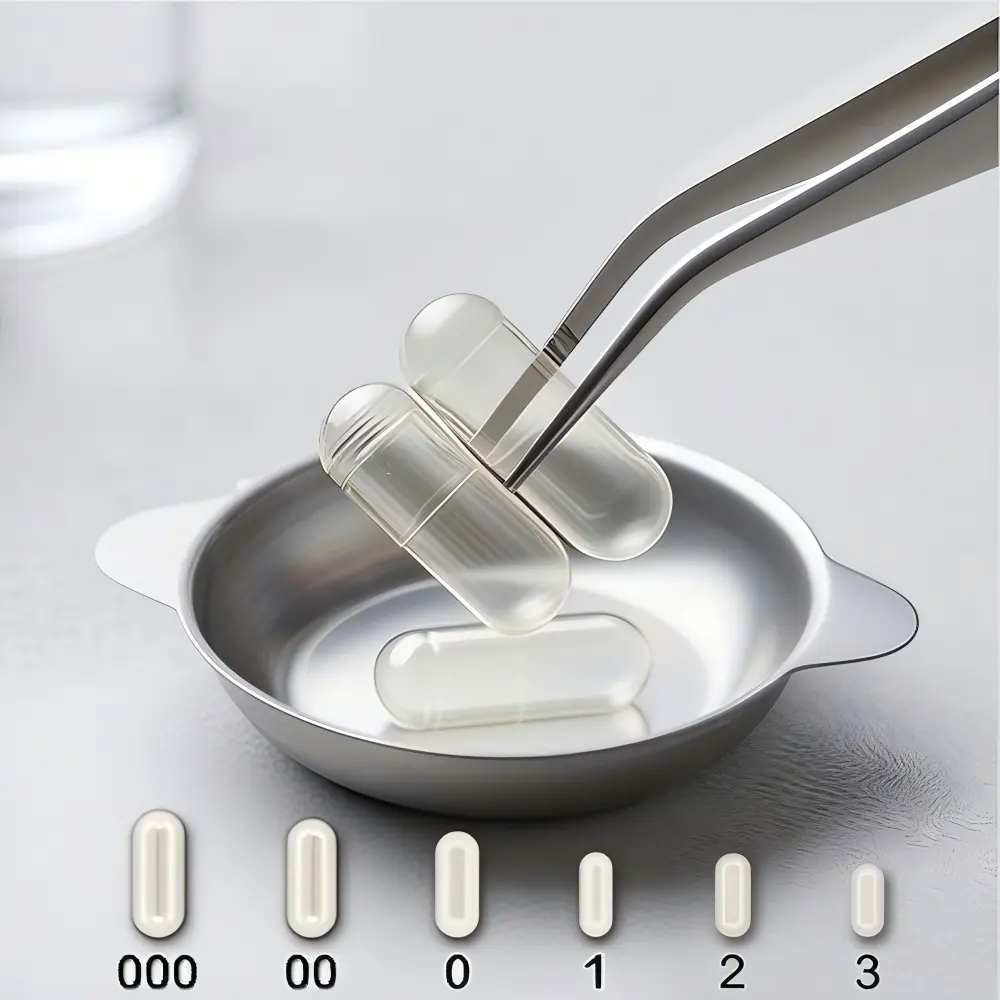
Balanced & Cost-Efficient
Fill Volume: ~0.68 mL
Use: Mid-range doses
Best for: Herbal extracts, single actives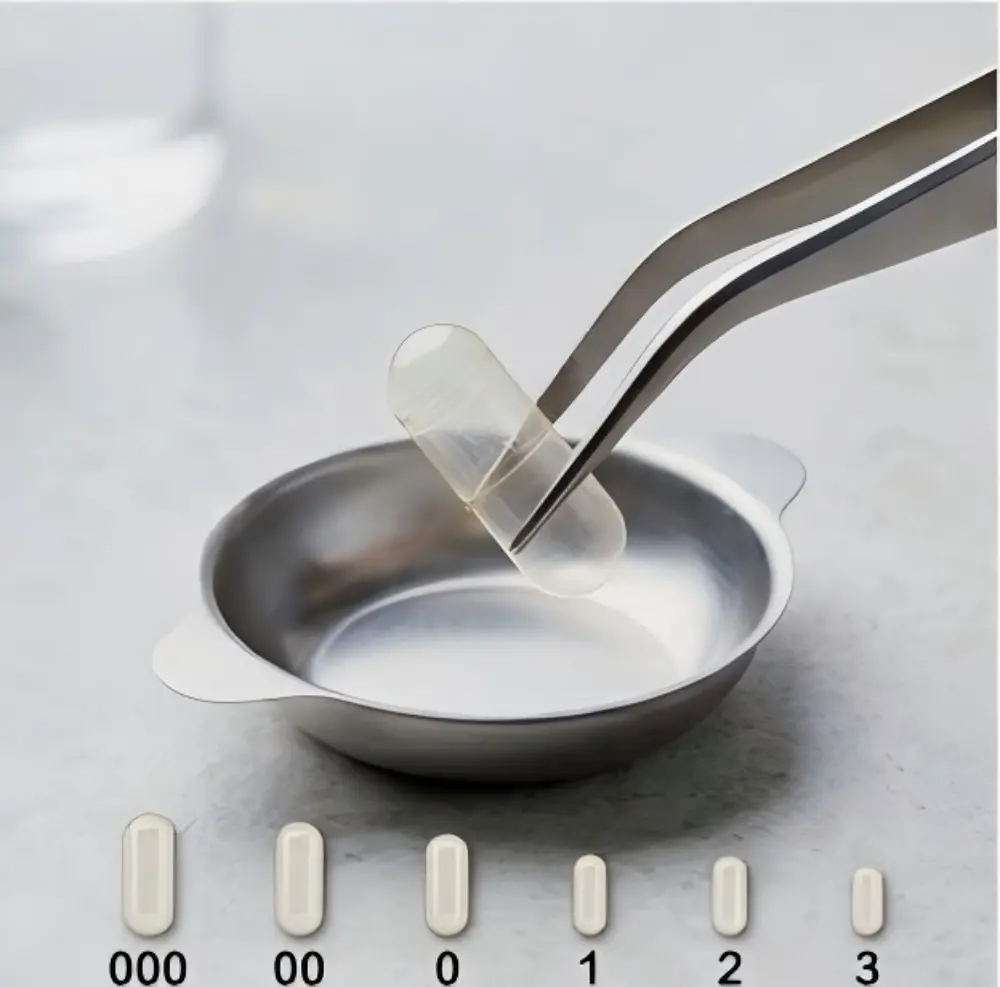
Smaller Size, Higher Compliance
Fill Volume: ~0.50 mL
Use: Lower-dose / potent actives
Best For: Concentrated ingredients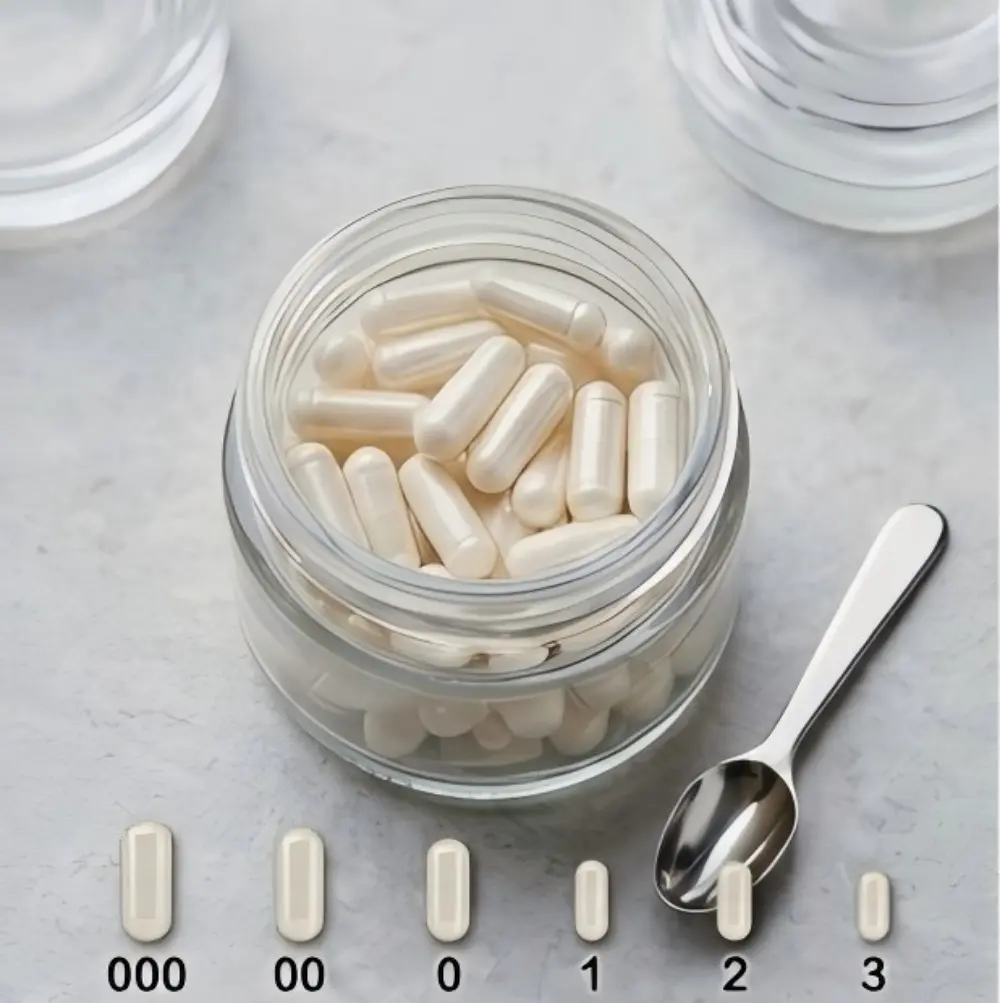
Precision Dosing
Fill Volume: ~0.36 mL
Use: Low-dose formats
Best For: Vitamins, minerals
Micro-Dose Specialist
Fill Volume: ~0.26 mL
Use: Micro-dosing
Best For: High-potency niche ingredients
Capsule Manufacturing Engineering

Accurate control of bulk and tapped density ensures optimal capsule size selection, consistent fill weight, and stable encapsulation performance.
Flowability optimization using Carr’s Index and Hausner Ratio ensures smooth feeding, reduced machine stoppages, and reliable high-speed capsule production.
Powder particle size controlled from 8–350 mesh improves capsule packing efficiency, dissolution behavior, and ingredient uniformity.
Advanced blending systems ensure even distribution of active ingredients, preventing segregation and maintaining consistent dosage across every capsule batch.
Humidity-controlled production environments protect hygroscopic ingredients, preventing clumping, capsule deformation, and stability loss during encapsulation.
Pre-production testing ensures compatibility between formulation and capsule shells, including gelatin and HPMC vegetarian capsules.
Validated encapsulation lines maintain stable fill weights and output efficiency during high-volume capsule manufacturing.
Integrated quality control monitors weight variation, capsule integrity, and blend uniformity to ensure consistent production quality.
Capsule Packaging & Global Delivery Solutions
Flexible packaging formats and coordinated logistics designed to support supplement brands from production to market launch.

Support for multiple bottle and jar formats with child-resistant and tamper-evident closures, ensuring product safety while meeting regulatory requirements across global supplement markets.

Blister packaging options are designed for unit-dose protection, improved shelf stability, and premium retail presentation for capsules in pharmacy and e-commerce channels.

Multi-capsule sachet packaging is designed for travel packs, daily-dose formats, or sample kits commonly used in direct-to-consumer supplement brands.

Packaging specifications aligned with international labeling requirements, including multi-language labeling, supplement facts formatting, and regulatory market compliance.

We coordinate packaging specifications with trusted partners to ensure packaging structure, materials, and design match your brand positioning and product category.

Logistics planning can be integrated with our U.S. shared warehouse network, enabling faster regional fulfillment and efficient distribution to North American markets.
Quality Assurance in Capsule Manufacturing
At KS NUTRIPHARMA, capsule production operates under strict quality management systems designed to ensure consistent product performance and regulatory reliability.
Our manufacturing processes follow cGMP standards, supported by in-process controls including capsule weight checks, fill accuracy monitoring, and blend uniformity verification. Additional testing, such as disintegration and dissolution evaluation, ensures capsules perform consistently after ingestion.
Finished products are inspected according to internationally recognized pharmacopeial standards including USP and EP, ensuring each production batch meets global quality expectations for nutraceutical supplements.


Regulatory Testing & Product Traceability
Each capsule batch undergoes comprehensive laboratory testing to verify safety, stability, and regulatory compliance.
Quality control parameters include capsule weight variation, dissolution and disintegration profiles, microbial safety testing, and analysis for heavy metals or residual solvents when applicable. All production and testing records follow ALCOA+ data integrity principles, ensuring reliable documentation and full traceability.
Each batch is accompanied by a Certificate of Analysis (CoA), providing transparent verification of product specifications and supporting regulatory submissions across international supplement markets.

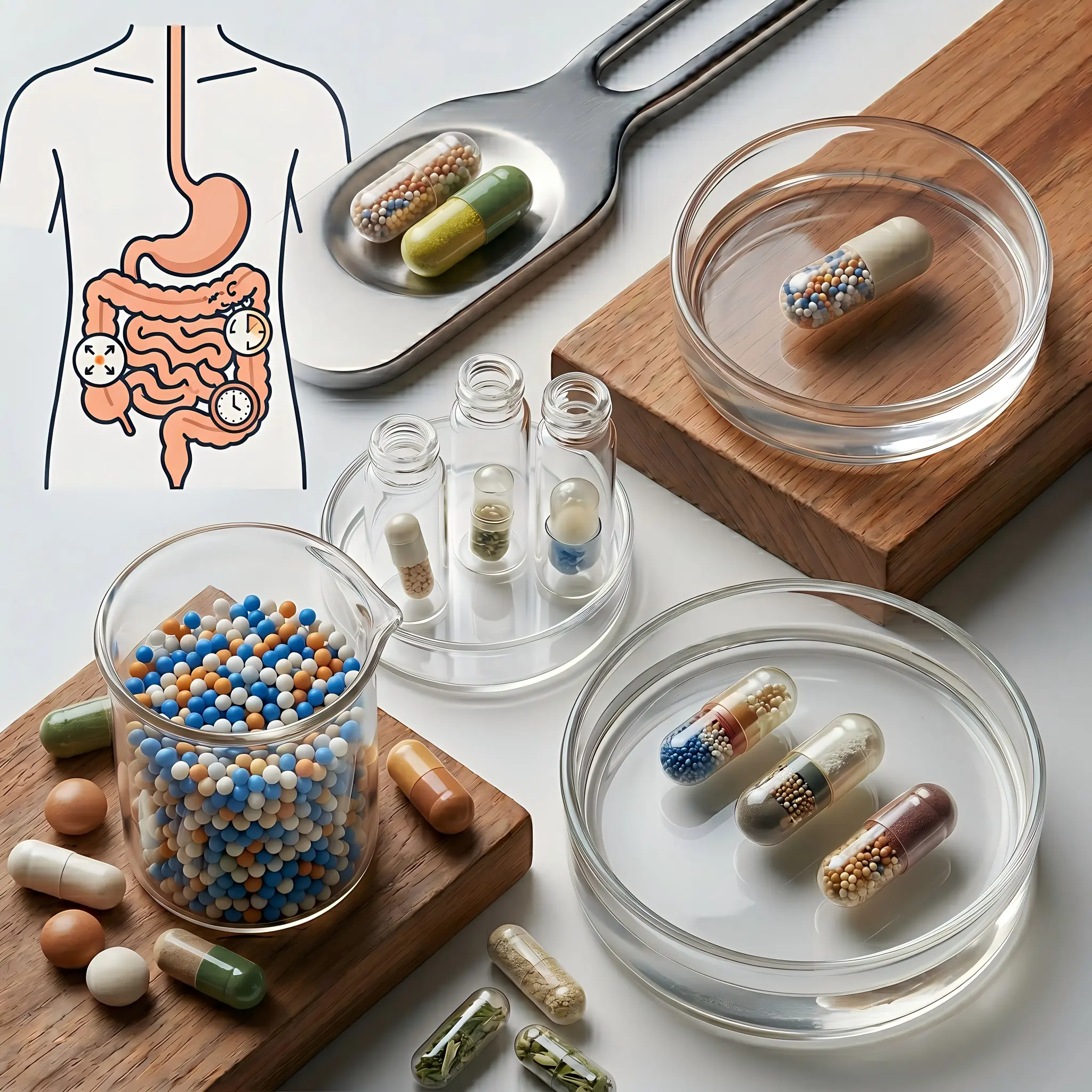
Advanced Hard Capsule Technologies
High-Performance Hard Capsule Systems for Global Nutraceutical Brands
Modern nutraceutical brands increasingly require more than conventional capsule delivery.
Today’s supplement market demands higher ingredient stability, cleaner labels, targeted release performance, vegan compliance, oxidation protection, and improved consumer experience. To support these requirements, advanced hard capsule technologies have evolved from simple powder containers into sophisticated delivery systems capable of protecting sensitive ingredients, improving release profiles, and enabling premium product positioning.
Our hard capsule solutions integrate advanced capsule materials, precision filling systems, and multi-phase formulation engineering to support complex nutraceutical applications for global wellness brands.

