







Tablet Formats We Manufacture
- Standard Compressed Tablets– Compact, stable, and versatile
- Chewable Tablets– Convenient for children or functional blends
- Effervescent Tablets – Dissolve quickly to improve bioavailability
- Immediate Release Tablets – Fast nutrient availability
- Sustained/Extended Release Tablets – Controlled release over time
Each format is carefully designed for ingredient stability, target release, and consumer experience.
Technical Expertise in Tablet Manufacturing
- Powder & Granulate Optimization
- Particle size distribution, bulk density, and flowability control
- Enhanced homogeneity and compressibility via milling or granulation
- Excipient & Functional Ingredient System
- Balanced formulation of binders, disintegrants, lubricants, and fillers
- Ensures tablet integrity without compromising dissolution or stability
- Compression & Pressing Technology
- Advanced tablet presses with precise compression and precompression control
- Minimizes defects like capping or lamination
- Ensures robust, dimensionally consistent tablets


Reliable Supply Chain & Certified Manufacturing
- 81,000㎡ integrated manufacturing facility with end-to-end production control
- 12 advanced production lines covering capsules, softgels, tablets, and gummies
- Annual production capacity: 5,000+ tons of powder ingredients
- 260+ experienced production, QA, QC, and R&D professionals
- 2 independent R&D and quality control centers for formulation development and testing
- 4 GAP-certified planting bases ensuring a stable and traceable raw material supply
- Strict raw material sourcing and supplier qualification system with full audit control
- Certified under cGMP, ISO, HACCP, FSSC22000, HALAL, and KOSHER standards
- Full COA documentation support with a complete batch traceability system
- Third-party laboratory testing available upon the client’s requirement
- Daily production capacity: Tablets: 12,000,000+ pcs/day; Gummies: 2,500,000+ pcs/day
Why Tablets Remain a Core Nutraceutical Format
Tablet dosage forms continue to dominate the global dietary supplement market due to their costeffective production, consumer familiarity, and stability advantages.
Unlike capsules, tablets offer:
- High production throughput
- Precise dosage control
- Extended formulation flexibility (coatings, immediate/sustained release, chewable or effervescent)
- Brandable aesthetics (shape, color, debossing, coatings)
At KS NUTRIPHARMA, our tablet contract manufacturing combines formulation science, process engineering, and robust quality control to deliver tablets that meet international regulatory and market requirements.
Top-Selling Tablet Formats to Maximize Your Product's Success
The ready-to-launch formulas are designed based on proven market demand and scalable manufacturing standards.
They enable faster product development, reduced formulation risk, and efficient market entry.

Core Ingredients:
Vitamin A, Vitamin C, Vitamin D3, Vitamin E, Vitamin B Complex, Zinc, Magnesium
Key Selling Points:
Complete daily nutrition support
Immune + energy + overall wellness in one formula
High repeat purchase category
Target Audience:
Adults seeking convenient daily health support

Core Ingredients:
Vitamin C (Ascorbic Acid), Rose Hips Extract
Key Selling Points:
Strong immune defense positioning
Antioxidant protection
Year-round high demand SKU
Target Audience:
Immune-focused consumers, office workers, frequent travelers

Core Ingredients:
Vitamin D3 (Cholecalciferol), Vitamin K2 (MK-7)
Key Selling Points:
Calcium absorption + bone density support
Cardiovascular health positioning
One of the fastest-growing supplement combinations
Target Audience:
Middle-aged adults, elderly, women

Core Ingredients:
Magnesium Glycinate, Vitamin B6
Key Selling Points:
Stress reduction & sleep support
High bioavailability form (premium positioning)
Strong demand in mental wellness category
Target Audience:
High-stress professionals, sleep-improvement users

Core Ingredients:
Lactobacillus strains, Bifidobacterium, Inulin (Prebiotic Fiber)
Key Selling Points:
Digestive balance + immunity support
“Gut health” trending category
Suitable for daily use
Target Audience:
Digestive issues, women’s health segment

Core Ingredients:
Biotin, Collagen, Zinc, Vitamin C, Hyaluronic Acid
Key Selling Points:
Beauty-from-within positioning
High conversion in female audience
Strong branding potential
Target Audience:
Women aged 18–45, beauty-conscious consumers

Core Ingredients:
Glucosamine Sulfate, Chondroitin, MSM
Key Selling Points:
Joint mobility & cartilage protection
Long-term usage = high lifetime value
Popular with an aging population
Target Audience:
Athletes, the elderly, and users of joint discomfort

Core Ingredients:
Vitamin B1, B6, B12, Folic Acid, Caffeine (optional), Rhodiola Extract
Key Selling Points:
Energy metabolism + mental clarity
“Office productivity” positioning
Fast-growing nootropic-lite category
Target Audience:
Students, professionals, gamers

Core Ingredients:
Apple Cider Vinegar Powder, Chromium, Vitamin B12
Key Selling Points:
Weight management & digestion support
Convenient alternative to liquid ACV
Highly trending on Amazon
Target Audience:
Weight-conscious consumers

Core Ingredients:
Zinc Gluconate, Vitamin C, Elderberry Extract
Key Selling Points:
Immune defense + antioxidant synergy
Seasonal + evergreen demand
Simple formula, strong conversion
Target Audience:
General population, immune support users
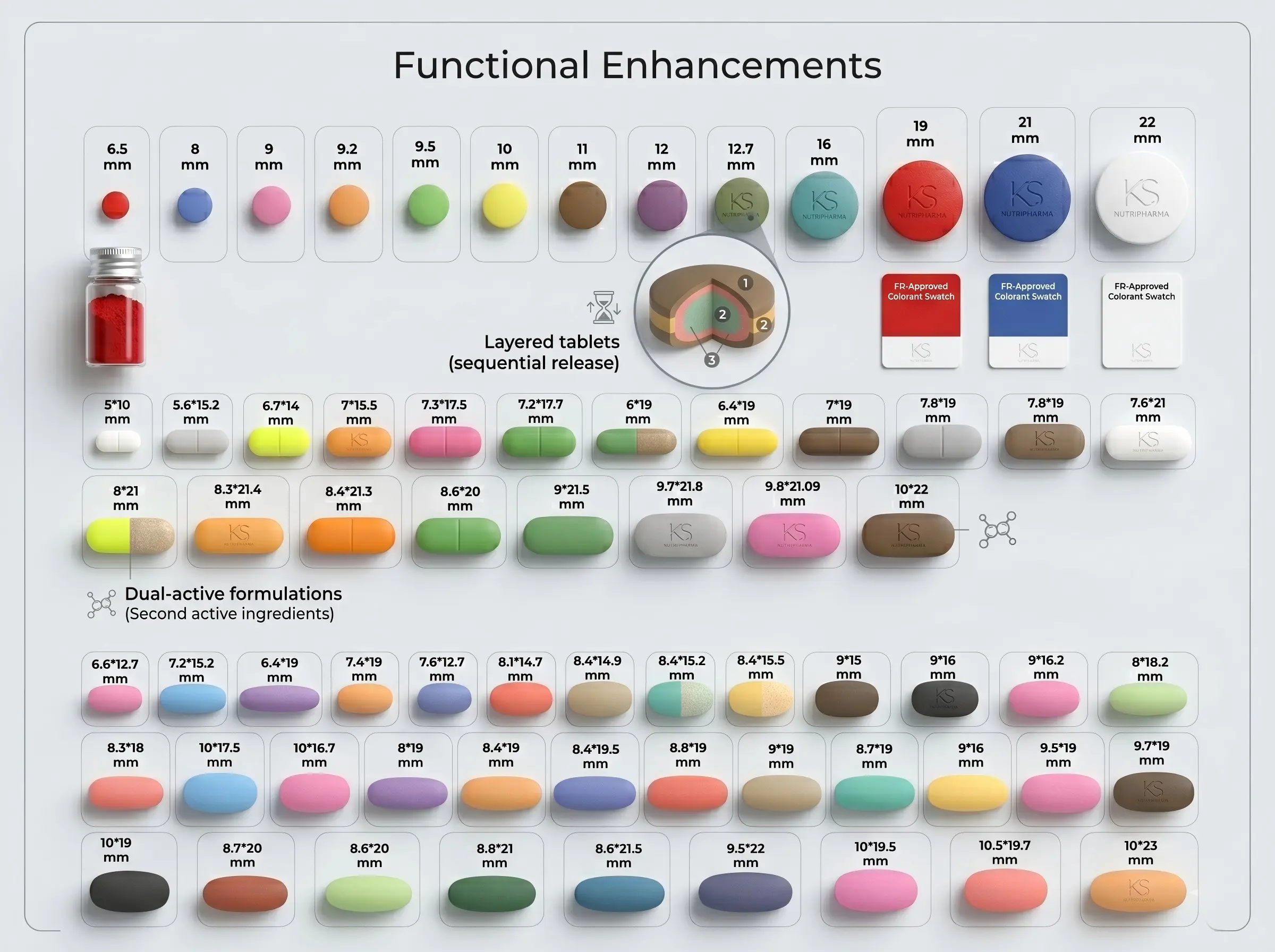
Customization & Brand Differentiation
KS NUTRIPHARMA supports tailored tablet solutions, including:
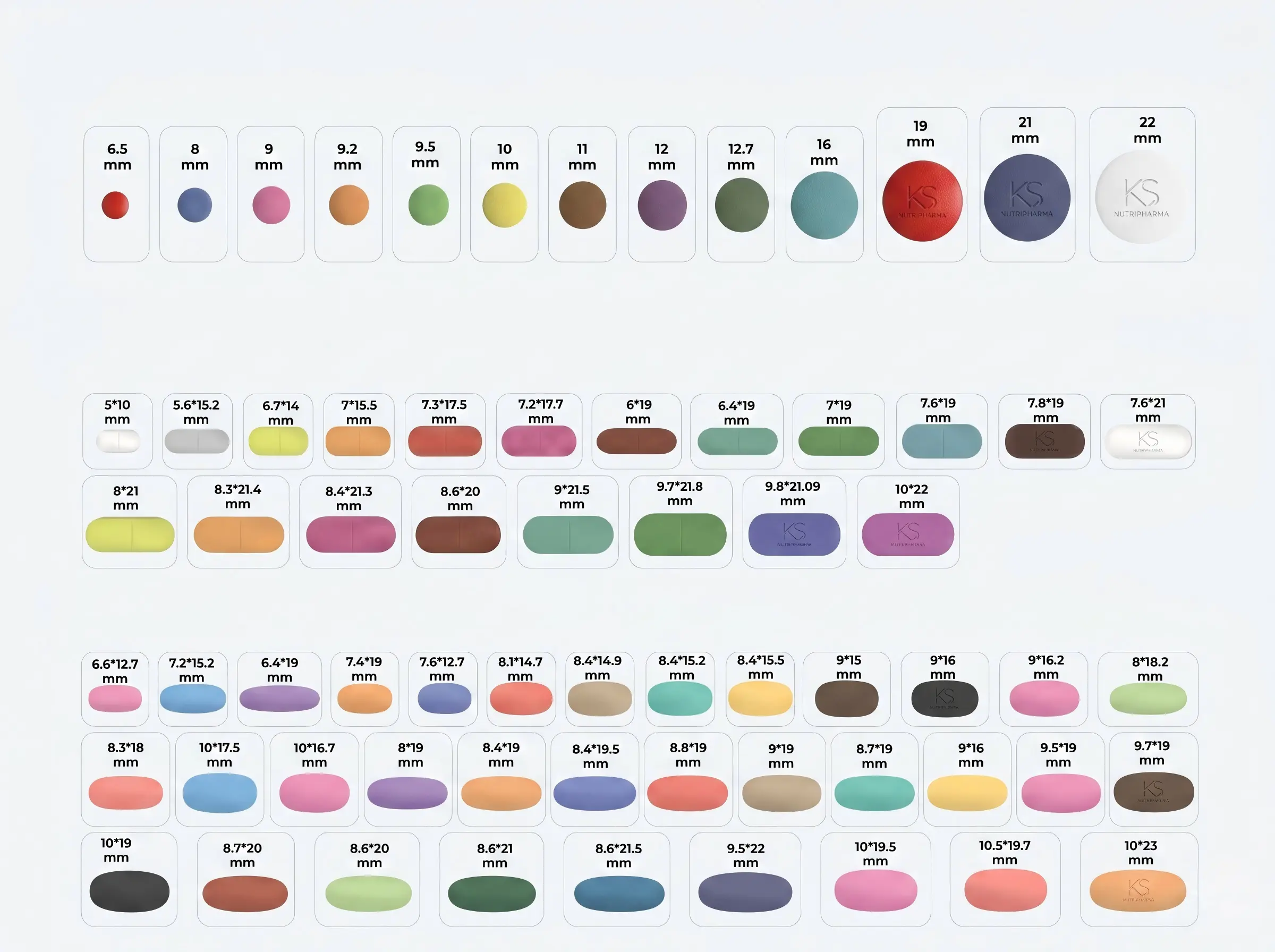
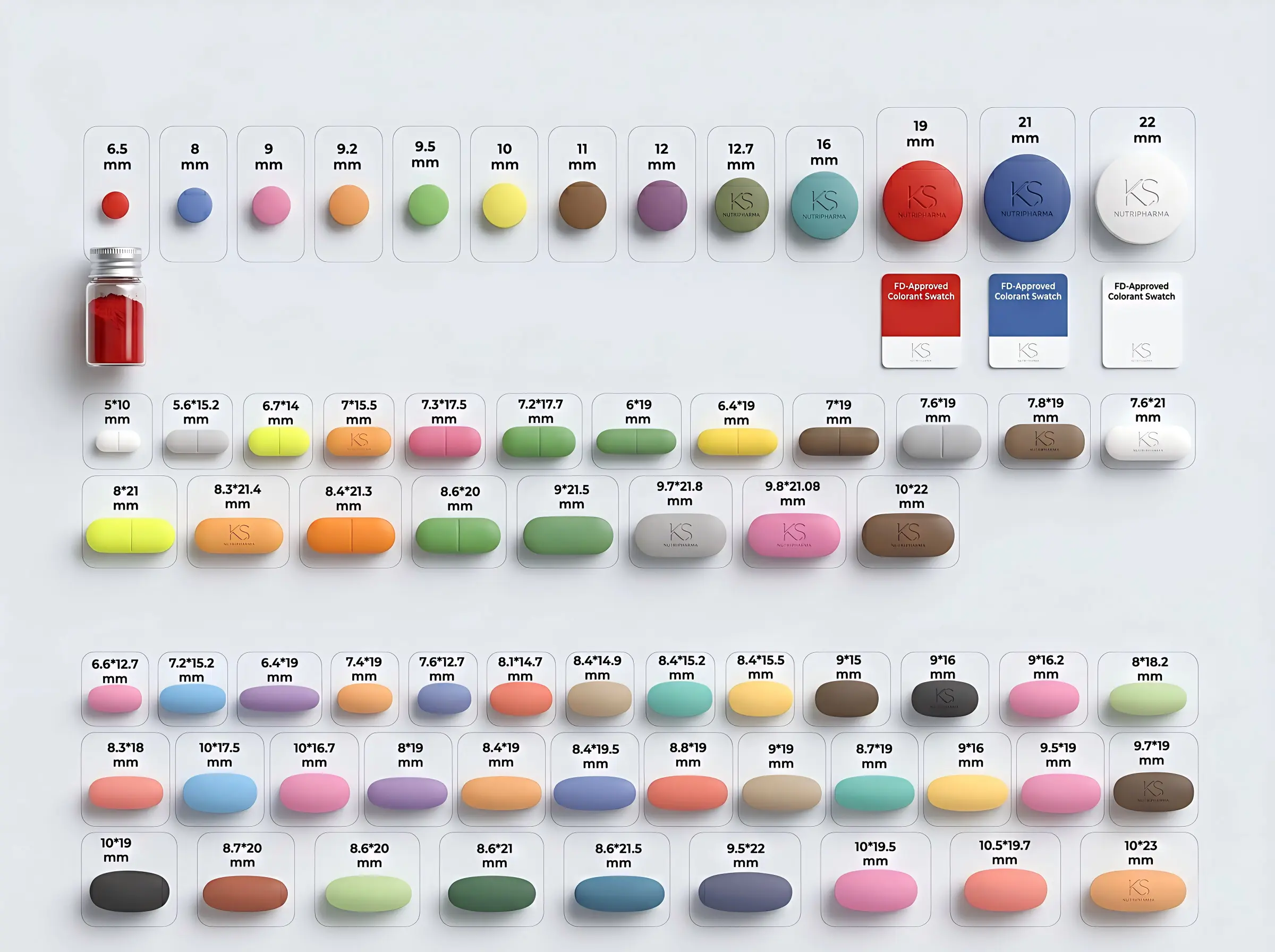 Color & Visual Identity
Color & Visual Identity- FDA-approved colorants
- Coating color coordination with brand design
 Label-Ready Specifications
Label-Ready Specifications- Multi-language labeling design support
- Compatibility with regulatory claims in the U.S., EU, Canada, Australia, and other major markets
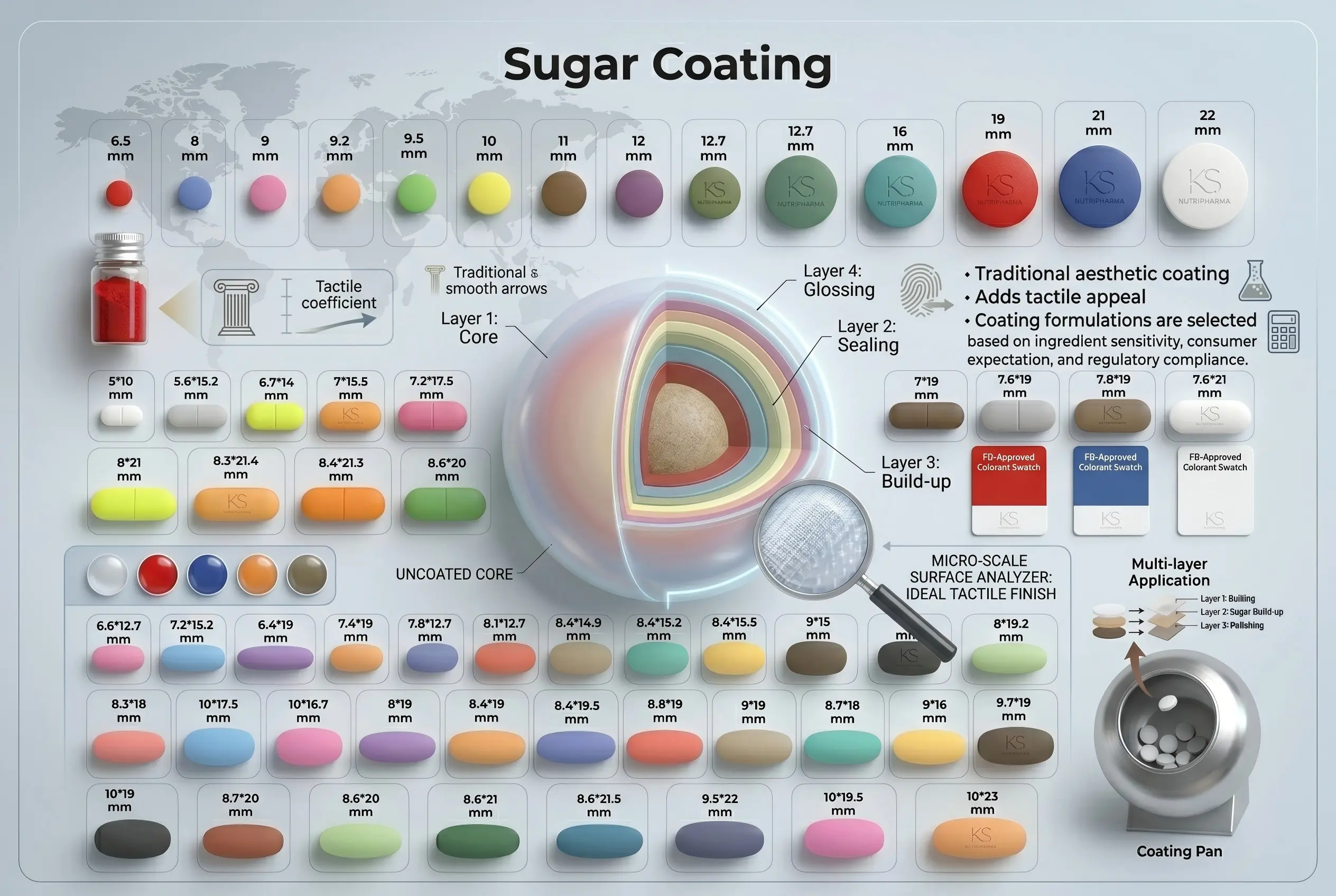
Coating Options: Function Meets Aesthetics
Tablet coatings serve both functional and brand differentiation purposes. Coating formulations are selected based on ingredient sensitivity, consumer expectations, and regulatory compliance.
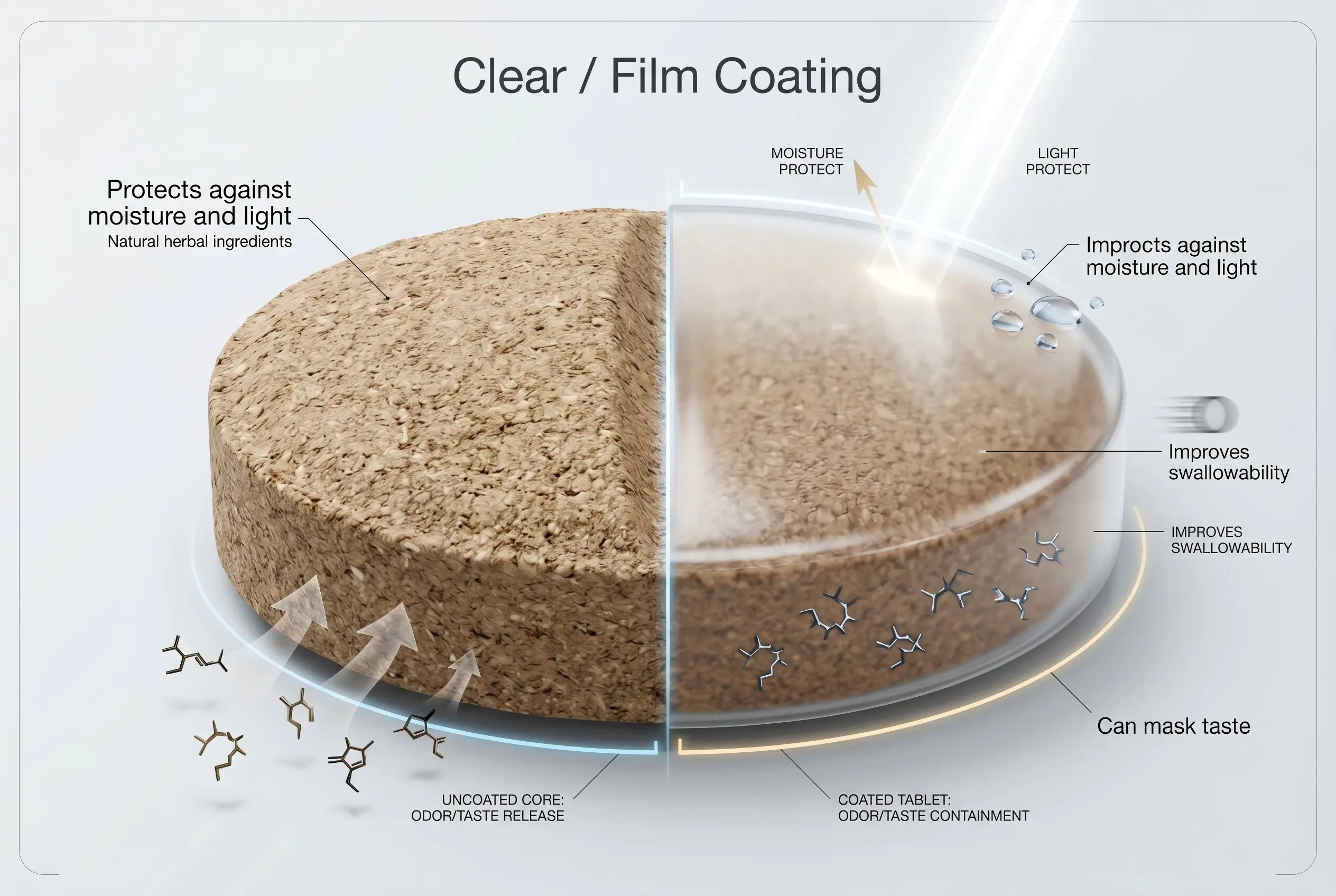 Clear / Film Coating
Clear / Film Coating- Protects against moisture and light
- Improves swallowability
- Can mask taste
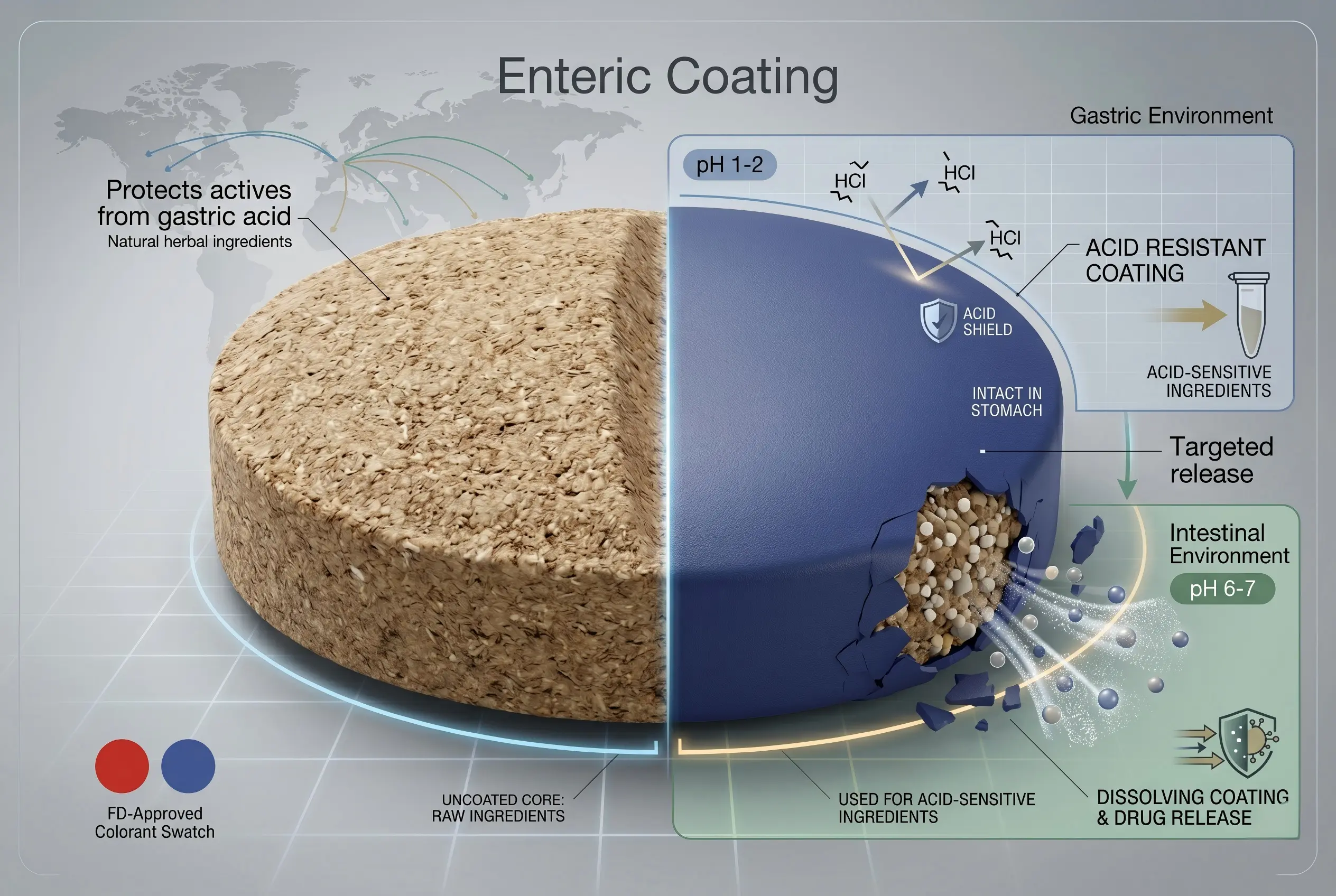 Enteric Coating
Enteric Coating- Protects the actives from gastric acid
- Enables release in the intestines
- Used for acid-sensitive ingredients
Comprehensive Quality Assurance at KS NUTRIPHARMA
Engineered with a multi-stage quality control system, every tablet is built on verified raw materials, precise process monitoring, and rigorous final testing.
From ingredient integrity to finished product performance, we ensure consistency, safety, and compliance you can confidently bring to market.

All incoming materials undergo strict verification, including:
- Active ingredient potency (assay)
- Heavy metals (Pb, As, Cd, Hg) and Pesticide residues
- Microbiological limits
Ensuring purity, safety, and compliance from the source
- Raw material identification (ID testing: HPLC / UV / IR)
- Full batch traceability system
Prevents adulteration and ensures supply chain integrity
- Homogeneity validation during mixing
- Sampling across multiple points
Guarantees consistent distribution of active ingredients
- Tablet weight variation checks
- Compression force consistency
Ensures dosage accuracy and mechanical stability
- Hardness testing
- Friability testing
Prevents breakage during packaging and transportation
- Real-time monitoring for defects (capping, lamination, sticking)
- Minimizes production deviations and rejects
- Disintegration time
- Dissolution profile
- Uniformity of dosage units
Ensures bioavailability and functional performance
- Active content verification (assay), Microbiological safety testing
- Certificate of Analysis (CoA) issued for every batch
- Full compliance with ALCOA+ data integrity principles
Ready for global regulatory submission and audit
Packaging & Global Delivery Solutions
Flexible packaging formats and coordinated logistics designed to support supplement brands from production to market launch.

Support for multiple bottle and jar formats with child-resistant and tamper-evident closures, ensuring product safety while meeting regulatory requirements across global supplement markets.

Blister packaging options are designed for unit-dose protection, improved shelf stability, and premium retail presentation for capsules in pharmacy and e-commerce channels.

Multi-capsule sachet packaging is designed for travel packs, daily-dose formats, or sample kits commonly used in direct-to-consumer supplement brands.

Packaging specifications aligned with international labeling requirements, including multi-language labeling, supplement facts formatting, and regulatory market compliance.

We coordinate packaging specifications with trusted partners to ensure packaging structure, materials, and design match your brand positioning and product category.

Logistics planning can be integrated with our U.S. shared warehouse network, enabling faster regional fulfillment and efficient distribution to North American markets.
✔ End-to-End Tablets Solutions
We provide fully integrated services covering every stage of product development:
- Custom formulation & concept design
- Raw material sourcing and quality control
- Scalable manufacturing and private label support
Our approach helps brands move efficiently from idea to market-ready products.


✔ Communication That Drives Results
We believe successful cooperation is built on clear, responsive communication.
Our team works closely with clients to understand:
- Market positioning and target audience
- Functional objectives and product claims
- Cost structure and launch strategy
This ensures that every formulation is aligned with real commercial goals.
✔ Strong R&D & Technical Capabilities
With a dedicated R&D infrastructure and experienced technical team, we support:
- Complex softgel formulations
- Bioavailability enhancement technologies
- Stability optimization for sensitive and high-value actives
✔ Scale Meets Flexibility
Our multi-base manufacturing system allows us to balance large-volume production with flexible customization, supporting both established brands and fast-growing businesses.


✔ Focused on What Matters Most
We prioritize the key factors that drive your success—whether it’s differentiation, compliance, or competitive pricing—and translate them into practical product solutions.
✔ Built for Long-Term Partnerships
At KS Nutripharma, we are committed to delivering:
- Consistent product quality
- Transparent processes
- Reliable supply and global support
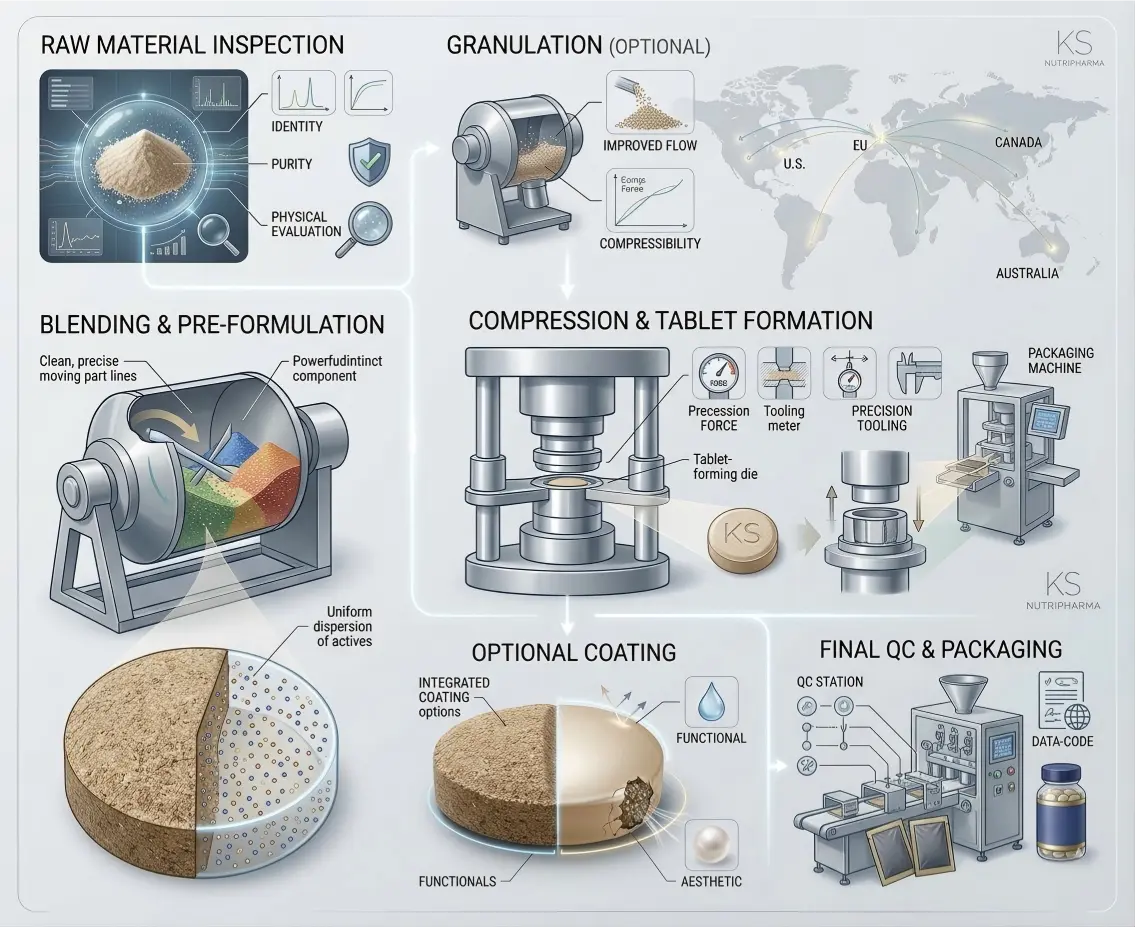
Tablet Manufacturing Process
- Raw Material Inspection – Identity, purity, and physical evaluation
- Blending & Pre-Formulation Optimization – Uniform distribution of actives
- Granulation (optional) – Improves flow and compressibility
- Compression & Tablet Formation – Precision tooling and calibration
- Optional Coating – Functional or aesthetic
- Final QC & Packaging – Ensures regulatory traceability

Why Tablets Are Strategic for Many Brands
Tablets remain a preferred format for nutraceutical brands because they combine:
- Manufacturing scalability— high throughput with consistent quality
- Dosage precision— accurate and reproducible unit weights
- Consumer acceptance— familiarity and ease of use
- Branding flexibility— coatings, colors, and shapes
Whether launching a new product line or scaling existing formulas, tablet dosage forms offer a compelling mix of performance, economics, and market appeal.
Partner With Us for Tablet Contract Manufacturing
We provide:
- Dedicated formulation and technical support
- Flexible batch sizes from pilot to commercial scale
- Regulatory-aligned documentation
- Full traceability and QC reporting
- Packaging coordinate services tailored to your market needs
Contact our manufacturing specialists to discuss your tablet project — from concept to production and market readiness.


Tablet vs. Capsules vs. Softgels
Conversion Strategy (Very Important for Product Positioning)
1. Tablets (Cost Efficiency + Mass Market)
Best For:
- Amazon price competition
- Large-scale retail SKUs
- Basic vitamins & minerals
Advantages:
- Lowest production cost
- High stability
- Easy bulk packaging
Weakness:
- Lower perceived absorption
- Harder to swallow
Conversion Strategy:
👉 Compete on price + dosage strength + count (e.g., 365 tablets)
2. Capsules (Premium + Clean Label)
Best For:
- Herbal extracts
- Plant-based positioning
- “Clean supplement” brands
Advantages:
- Faster absorption perception
- Vegetarian / vegan friendly
- Flexible formulation
Weakness:
- Medium cost
- Less visual differentiation
Conversion Strategy:
👉 Sell “bioavailability + clean label + vegan”
3. Softgels (Highest Conversion & Margin)
Best For:
- Oils (Omega-3, Vitamin D, CoQ10)
- Premium positioning
- High repeat purchase SKUs
Advantages:
- Best absorption perception
- Easy to swallow
- Premium look
Weakness:
- Highest production cost
- Stability requirements
Conversion Strategy:
👉 Sell “high absorption + premium quality + clinical dosage”
Core Industry Insights
Consumers are:
- Highly review-driven
- Focused on ingredient quality + trust
- Comparing multiple brands before buying
👉 This is why format = positioning tool, not just delivery system
High-Margin Private Label Positioning Angles
1. “Problem-Solution” Positioning (Most Important)
Instead of:
❌ Magnesium Tablets
Sell:
✅ Magnesium for Sleep & Stress Relief
👉 Long-tail keywords convert better and reduce competition
2. “Form Upgrade” Strategy
Same ingredient → higher margin
| Standard | Premium Upgrade |
|---|---|
| Magnesium Oxide | Magnesium Glycinate |
| Vitamin C | Liposomal Vitamin C |
| Turmeric | Turmeric + Black Pepper |
👉 Higher perceived value = higher pricing power
3. “Stack Formula” Strategy
Combine 2–3 trending ingredients:
Examples:
- D3 + K2
- Zinc + Vitamin C + Elderberry
- Ashwagandha + Magnesium + B6
👉 Increases differentiation + AOV
4. “Clean Label Premiumization”
High-margin claims:
- Non-GMO
- Vegan
- Gluten-Free
- No Artificial Additives
👉 Trust = conversion driver in supplements
5. “Targeted Demographic SKUs”
Instead of general products:
- Women’s Multivitamin
- Men’s Testosterone Support
- 50+ Bone Health
- Kids Immune Formula
👉 Narrow audience = higher conversion
6. “Format Differentiation Strategy”
Same formula → different formats
- Tablet (budget)
- Capsule (mid-tier)
- Softgel (premium)
👉 One formula = 3 SKUs = 3 price tiers
Final Strategic Takeaway
To win in tablets (especially Amazon / private label):
Do NOT sell ingredients — sell outcomes
Winning SKU formula =
👉 High-demand ingredient
👉 Clear benefit positioning
👉 Upgraded form or combination
👉 Trust + compliance

